

घर > उत्पादों > लकड़ी प्लास्टिक डब्ल्यूपीसी एक्सट्रूज़न मशीन > डब्ल्यूपीसी दरवाजा बनाने की मशीन > WPC दरवाजा उत्पादन प्रक्रिया


WPC दरवाजा उत्पादन प्रक्रिया
Yongte WPC डोर प्रोडक्शन प्रोसेस मशीन फैक्ट्री के लिए टर्न-की प्रोजेक्ट सर्विस और हाई क्वालिटी के साथ पेशेवर निर्माता है
नमूना:SJSZ92188
जांच भेजें
उत्पाद वर्णन
टर्नकी प्रोजेक्ट के लिए योंगटे डब्ल्यूपीसी दरवाजा उत्पादन प्रक्रिया निर्माता
WPC दरवाजा उत्पादन प्रक्रिया और उपकरणों की प्रक्रिया प्रवाह में आम तौर पर निम्नलिखित शामिल हैं:
मैं, कच्चे माल की तैयारी:
कच्चे माल की खरीद: मुख्य कच्चे माल के रूप में उच्च गुणवत्ता वाले पीवीसी राल, लकड़ी के पाउडर या लकड़ी के फाइबर का चयन करें। पीवीसी राल आमतौर पर मेडिकल-ग्रेड घरेलू ब्रांड उत्पादों का चयन करता है, और लकड़ी के पाउडर को पेशेवर लकड़ी की कंपनियों द्वारा उच्च गुणवत्ता वाले पेड़ प्रजातियों के लकड़ी के पाउडर के साथ प्रदान किया जाता है, और उत्पादन आवश्यकताओं को पूरा करने के लिए सुंदरता, नमी सामग्री और अन्य संकेतकों की आवश्यकता होती है।
लकड़ी के पाउडर को बाद के प्रसंस्करण में इसकी गुणवत्ता और प्रदर्शन सुनिश्चित करने के लिए वर्गीकृत, जांच, जमीन, सूखे और लेपित होने की आवश्यकता है। इसी समय, सहायक सामग्री जैसे कि स्टेबलाइजर्स, फोमिंग एजेंट, संशोधक, स्नेहक, कलरेंट आदि एक निश्चित अनुपात में तैयार किए जाते हैं।
सामग्री: उत्पाद प्रदर्शन आवश्यकताओं और सूत्र के अनुसार, विभिन्न कच्चे माल को सटीक रूप से तौलना और उन्हें मिश्रण उपकरण में जोड़ें।
II, मिश्रण:
विभिन्न कच्चे माल को समान रूप से फैलाने के लिए प्रारंभिक मिश्रण के लिए हाई-स्पीड मिक्सर में तौले पीवीसी राल, लकड़ी पाउडर, स्टेबलाइजर, फोमिंग एजेंट, संशोधक आदि को रखें।
हीटिंग और मिक्सिंग: मिक्सिंग प्रक्रिया के दौरान, सामग्री को पीवीसी राल को प्लास्टिस करने के लिए गर्म किया जाता है। तापमान को आमतौर पर लगभग 100 ℃ -150 ℃ पर नियंत्रित किया जाता है, और समय लगभग 5-15 मिनट होता है। विशिष्ट पैरामीटर सूत्र और उपकरणों पर निर्भर करते हैं।
कूलिंग और डिस्चार्जिंग: मिश्रण पूरा होने के बाद, सामग्री को लगभग 40 ℃ -60 ℃ तक ठंडा किया जाता है, और फिर स्टैंडबाय के लिए स्टोरेज बिन में छुट्टी दे दी जाती है।

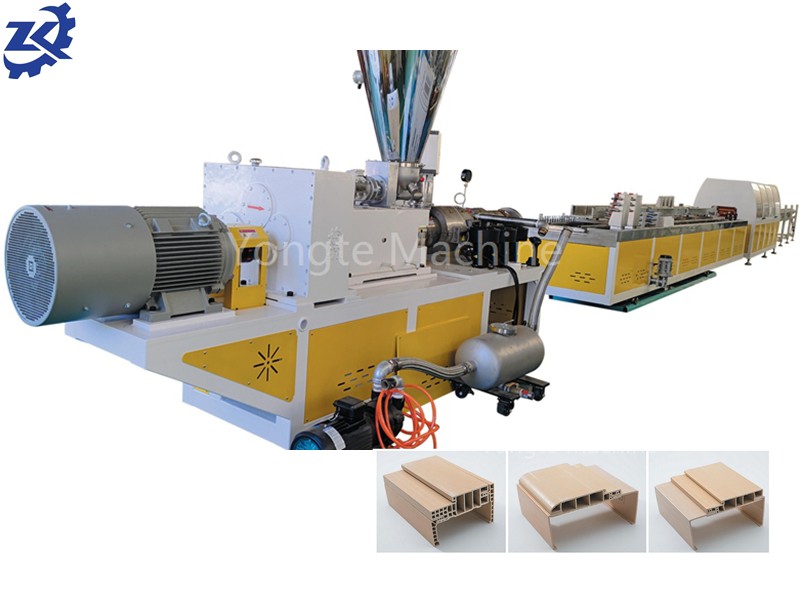
III, WPC डोर प्रोफाइल एक्सट्रूज़न मोल्डिंग:
फीडिंग: मिश्रित सामग्री को एक स्वचालित फीडिंग डिवाइस के माध्यम से एक्सट्रूडर के हॉपर को अवगत कराया जाता है।
प्लास्टिसाइजिंग एक्सट्रूज़न: सामग्री को एक्सट्रूडर के बैरल में स्क्रू के घूर्णन एक्सट्रूज़न और हीटिंग के अधीन किया जाता है, और एक समान प्लास्टिक-लकड़ी के मिश्रण को बनाने के लिए आगे प्लास्टिसाइज्ड और मिश्रित होता है। एक्सट्रूडर का तापमान आमतौर पर 140 ℃ -185 ℃ पर नियंत्रित किया जाता है, मुख्य इंजन की गति 7-15r/मिनट है, और फीडिंग की गति 10-15R/मिनट है।
मोल्ड गठन: प्लास्टिसाइज्ड सामग्री एक्सट्रूडर के एक्सट्रूज़न पोर्ट से होकर गुजरती है और पूर्व-डिज़ाइन किए गए मोल्ड में प्रवेश करती है। मोल्ड की कार्रवाई के तहत, आवश्यक क्रॉस-सेक्शनल आकार के साथ एक निरंतर खाली बनता है, जैसे कि एक दरवाजा फ्रेम, डोर लीफ, आदि का एक खाली
शीतलन और आकार देना
कूलिंग: एक्सट्रूडेड ब्लैंक तुरंत कूलिंग डिवाइस में प्रवेश करता है, आमतौर पर पानी कूलिंग या एयर कूलिंग का उपयोग करके जल्दी से ठंडा होता है और रिक्त को ठंडा करता है और इसे आवश्यक आकार और आकार में आकार देता है।
कर्षण: ठंडा होने के दौरान, रिक्त को अपने निरंतर और स्थिर एक्सट्रूज़न और कूलिंग को सुनिश्चित करने के लिए कर्षण डिवाइस द्वारा खींचा जाता है। कर्षण की गति एक्सट्रूज़न की गति से मेल खाती है, आमतौर पर 1-5 मी/मिनट के आसपास।
कटिंग
फिक्स्ड-लेंथ कटिंग: कूलिंग और शेपिंग के बाद, लकड़ी-प्लास्टिक बोर्ड या प्रोफ़ाइल को दरवाजे की आकार की आवश्यकताओं के अनुसार काटने के उपकरण का उपयोग करके आवश्यक लंबाई में काट दिया जाता है, जैसे कि ऊर्ध्वाधर फ्रेम, दरवाजे के फ्रेम के क्षैतिज फ्रेम और दरवाजे के पत्तों का आकार।
ट्रिमिंग कटिंग: कट पार्ट्स के किनारों को बूर, फ्लैश, आदि को हटाने के लिए छंटनी की जाती है, ताकि दरवाजे के प्रदर्शन और उपयोग के प्रदर्शन को सुनिश्चित करने के लिए भागों के किनारों को चिकनी और सपाट हो।

IV, WPC डोर पैनल एक्सट्रूज़न मोल्डिंग:
फीडिंग: मिश्रित सामग्री को एक स्वचालित फीडिंग डिवाइस के माध्यम से एक्सट्रूडर के हॉपर को अवगत कराया जाता है।
प्लास्टिसाइजिंग एक्सट्रूज़न: सामग्री को एक्सट्रूडर के बैरल में स्क्रू के घूर्णन एक्सट्रूज़न और हीटिंग के अधीन किया जाता है, और एक समान प्लास्टिक-लकड़ी के मिश्रण को बनाने के लिए आगे प्लास्टिसाइज्ड और मिश्रित होता है। एक्सट्रूडर का तापमान आमतौर पर 140 ℃ -185 ℃ पर नियंत्रित किया जाता है, मुख्य इंजन की गति 7-15r/मिनट है, और फीडिंग की गति 10-15R/मिनट है।
मोल्ड गठन: प्लास्टिसाइज्ड सामग्री एक्सट्रूडर के एक्सट्रूज़न पोर्ट से होकर गुजरती है और पूर्व-डिज़ाइन किए गए मोल्ड में प्रवेश करती है। मोल्ड की कार्रवाई के तहत, आवश्यक क्रॉस-सेक्शनल आकार के साथ एक निरंतर खाली बनता है, जैसे कि एक दरवाजा फ्रेम, डोर लीफ, आदि का एक खाली
शीतलन और आकार देना
कूलिंग: एक्सट्रूडेड ब्लैंक तुरंत कूलिंग डिवाइस में प्रवेश करता है, आमतौर पर पानी कूलिंग या एयर कूलिंग का उपयोग करके जल्दी से ठंडा होता है और रिक्त को ठंडा करता है और इसे आवश्यक आकार और आकार में आकार देता है।
कर्षण: ठंडा होने के दौरान, रिक्त को अपने निरंतर और स्थिर एक्सट्रूज़न और कूलिंग को सुनिश्चित करने के लिए कर्षण डिवाइस द्वारा खींचा जाता है। कर्षण की गति एक्सट्रूज़न की गति से मेल खाती है, आमतौर पर 1-5 मी/मिनट के आसपास।
कटिंग
फिक्स्ड-लेंथ कटिंग: कूलिंग और शेपिंग के बाद, लकड़ी-प्लास्टिक बोर्ड या प्रोफ़ाइल को दरवाजे की आकार की आवश्यकताओं के अनुसार काटने के उपकरण का उपयोग करके आवश्यक लंबाई में काट दिया जाता है, जैसे कि ऊर्ध्वाधर फ्रेम, दरवाजे के फ्रेम के क्षैतिज फ्रेम और दरवाजे के पत्तों का आकार।
ट्रिमिंग कटिंग: कट पार्ट्स के किनारों को बूर, फ्लैश, आदि को हटाने के लिए छंटनी की जाती है, ताकि दरवाजे के प्रदर्शन और उपयोग के प्रदर्शन को सुनिश्चित करने के लिए भागों के किनारों को चिकनी और सपाट हो।

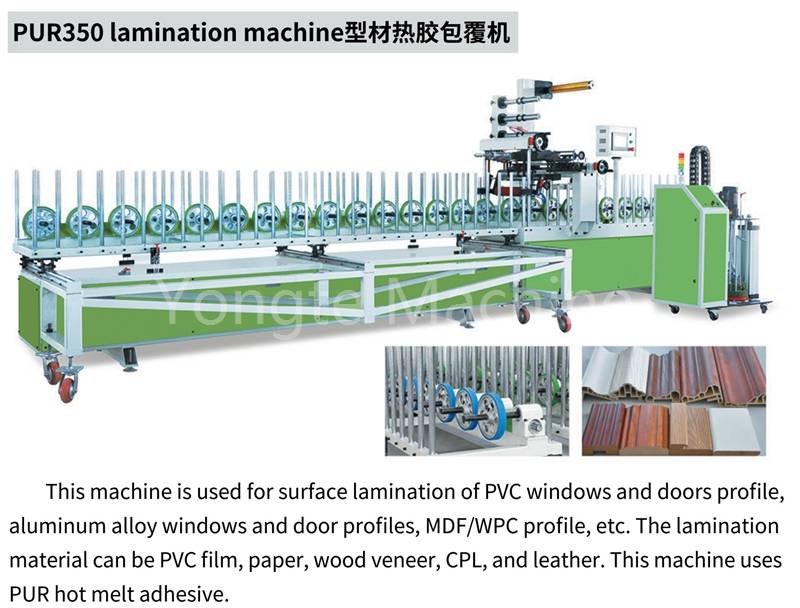
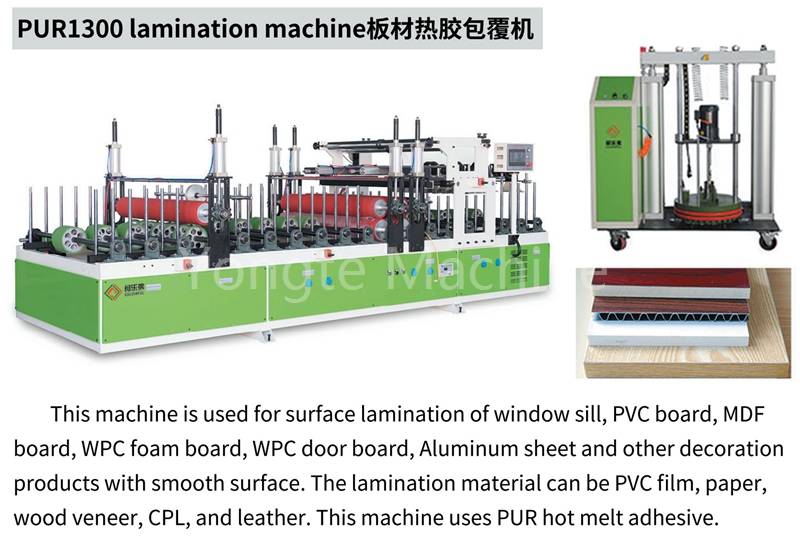
वी, सतह उपचार:
सैंडिंग: सतह के दोषों को हटाने, सपाटता और खुरदरापन में सुधार करने और बाद की सतह के उपचार के लिए एक अच्छी नींव प्रदान करने के लिए कटे हुए दरवाजे के हिस्सों की सतह को रेत के लिए एक सैंडिंग मशीन का उपयोग करें।


लेमिनेशन या पेंटिंग: थर्मल ट्रांसफर तकनीक का उपयोग विभिन्न लकड़ी के अनाज, रंग या पैटर्न को दरवाजे की सतह पर स्थानांतरित करने के लिए किया जा सकता है, ताकि उत्पाद में विभिन्न प्रकार के उच्च अंत लकड़ी के अनाज और रंग हों; दरवाजे की सुंदरता और स्थायित्व को बढ़ाने के लिए इसे चित्रित, चित्रित आदि भी किया जा सकता है। इसके अलावा, पेरिटोनियल उपचार का प्रदर्शन किया जा सकता है, और एक जलरोधी और स्क्रैच-प्रूफ भूमिका निभाने के लिए सुरक्षात्मक फिल्म की एक परत को संलग्न किया जा सकता है।





Vi, विधानसभा WPC दरवाजे
डोर फ्रेम असेंबली: कट डोर फ्रेम पार्ट्स को इकट्ठा करें, आमतौर पर मोर्टिस और टेनन जोड़ों, गोंद जोड़ों या कनेक्टर का उपयोग करके दरवाजे के फ्रेम की संरचनात्मक दृढ़ता और आयामी सटीकता सुनिश्चित करने के लिए।
डोर लीफ इंस्टॉलेशन: डोर लीफ को डोर फ्रेम के साथ इकट्ठा करें, हार्डवेयर एक्सेसरीज जैसे कि टिका और डोर लॉक स्थापित करें, दरवाजे के उद्घाटन और समापन लचीलेपन को डिबग करें, और दरवाजे के सामान्य उपयोग फ़ंक्शन को सुनिश्चित करें।

VII, WPC दरवाजों का गुणवत्ता निरीक्षण:
सतह पर गुणवत्ता निरीक्षण करें WPC डोर लीफ और प्रोफाइल, जैसे आकार, उपस्थिति, प्रदर्शन, आदि का इलाज करें, यह सुनिश्चित करने के लिए कि वे प्रासंगिक मानकों और आवश्यकताओं को पूरा करते हैं।


VIII, पैकेजिंग और वेयरहाउसिंग: WPC डोर प्रोफाइल पैक करें जो गुणवत्ता निरीक्षण पास कर चुके हैं और उन्हें भंडारण और हिरासत के लिए गोदाम में स्टोर करें।
हॉट टैग: WPC डोर प्रोडक्शन प्रोसेस मशीन, चीन, निर्माता, आपूर्तिकर्ता, कारखाना, खरीदें, गुणवत्ता, सीई, कीमत
संबंधित श्रेणी
डब्ल्यूपीसी प्रोफाइल बनाने की मशीन
डब्ल्यूपीसी दरवाजा बनाने की मशीन
डब्ल्यूपीसी बोर्ड बनाने की मशीन
डब्ल्यूपीसी सहायक प्रसंस्करण मशीन
जांच भेजें
कृपया नीचे दिए गए फॉर्म में अपनी पूछताछ देने के लिए स्वतंत्र महसूस करें। हम आपको 24 घंटों में जवाब देंगे।





