

डब्ल्यूपीसी दरवाजा उत्पादन में आयामी विचलन, वारपेज और विरूपण के लिए समाधान
डब्ल्यूपीसी दरवाजा उत्पादन में आयामी विचलन, वारपेज और विरूपण के लिए समाधान
अमूर्त
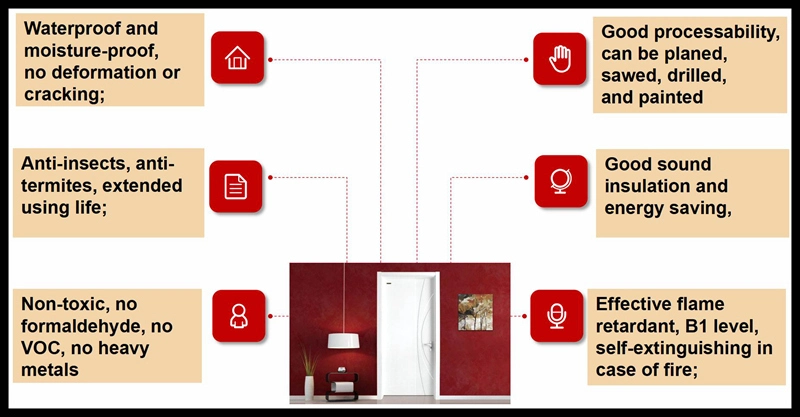
लकड़ी-प्लास्टिक कम्पोजिट (डब्ल्यूपीसी) दरवाजे पर्यावरण मित्रता, नमी प्रतिरोध, संक्षारण प्रतिरोध और कम व्यापक उत्पादन लागत सहित अपने उत्कृष्ट लाभों के कारण आधुनिक दरवाजा और खिड़की निर्माण उद्योग में एक मुख्यधारा के उत्पाद के रूप में उभरे हैं। फिर भी, डब्ल्यूपीसी दरवाजों की एक्सट्रूज़न और मोल्डिंग प्रक्रिया के दौरान आयामी विचलन, वारपेज और अपरिवर्तनीय विरूपण तीन प्रचलित गुणवत्ता दोष हैं। ये समस्याएं न केवल सतह की समतलता और तैयार उत्पादों की समग्र उपस्थिति को कम करती हैं, बल्कि बाद की असेंबली दक्षता, उत्पाद सेवा जीवन और ग्राहक संतुष्टि को भी सीधे प्रभावित करती हैं। वर्षों के ऑन-साइट उत्पादन अनुभव और तकनीकी अनुसंधान के आधार पर, योंगटे के पेशेवर इंजीनियरों ने उपरोक्त तीन दोषों के लिए लक्षित समायोजन और सुधार समाधानों का सारांश दिया है, जिसका लक्ष्य उत्पादन प्रक्रियाओं को अनुकूलित करने और उत्पाद की गुणवत्ता को उन्नत करने के लिए डब्ल्यूपीसी दरवाजा निर्माताओं के लिए विश्वसनीय तकनीकी संदर्भ प्रदान करना है।
1 परिचय
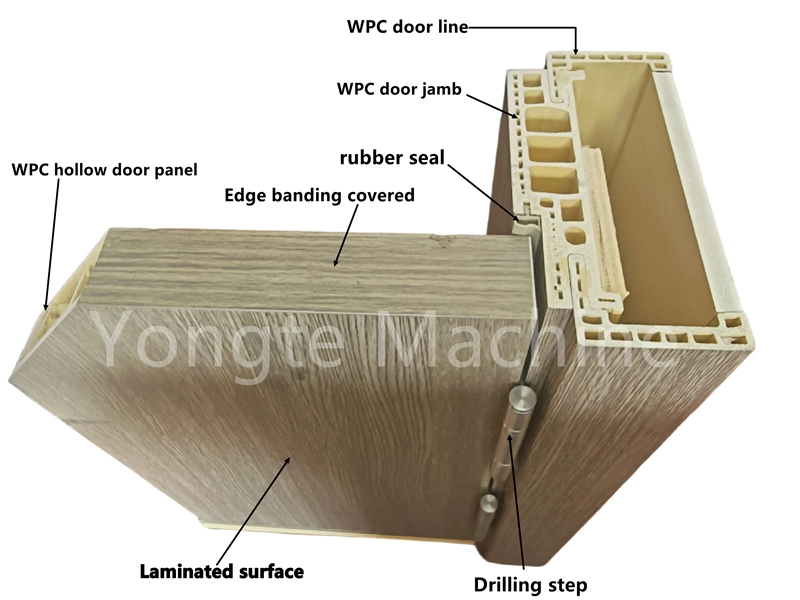
डब्ल्यूपीसी सामग्री को उच्च तापमान पिघलने और एक्सट्रूज़न मोल्डिंग के माध्यम से प्लांट फाइबर, थर्मोप्लास्टिक राल, कार्यात्मक योजक और अन्य कच्चे माल के साथ मिश्रित किया जाता है। कच्चे माल का फार्मूला अनुपात, एक्सट्रूज़न तापमान, शीतलन प्रणाली, कर्षण गति और काटने की प्रक्रिया जैसे कई कारकों से प्रभावित, अर्ध-तैयार और तैयार डब्ल्यूपीसी दरवाजा उत्पाद अस्थिर समग्र आयाम, एकतरफा या द्विपक्षीय विरूपण और संरचनात्मक विरूपण से ग्रस्त हैं। पारंपरिक ठोस लकड़ी के दरवाजे और पीवीसी दरवाजे से अलग, डब्ल्यूपीसी दरवाजे में जटिल आंतरिक संरचनात्मक तनाव विशेषताएं होती हैं। एकल प्रक्रिया पैरामीटर की ब्लाइंड डिबगिंग गुणवत्ता दोषों को पूरी तरह से समाप्त नहीं कर सकती है; मोल्डिंग, कूलिंग से लेकर पोस्ट-प्रोसेसिंग तक व्यवस्थित अनुकूलन की आवश्यकता है। यह पेपर सामान्य दोषों के मूल कारणों का विश्लेषण करता है और व्यवहार्य सुधार रणनीतियों को सामने रखता है।
2. सामान्य डब्ल्यूपीसी दरवाजे दोषों के कारण और सुधार समाधान
2.1 आयामी विचलन
2.1.1 दोष के कारण
आयामी विचलन डब्ल्यूपीसी दरवाजों की वास्तविक लंबाई, चौड़ाई और मोटाई और मानक डिजाइन मूल्यों के बीच त्रुटि को संदर्भित करता है, जो मुख्य रूप से काटने के चरण और एक्सट्रूज़न मोल्डिंग चरण में होता है। मुख्य प्रेरक कारकों में प्रोफाइल का असमान ठंडा होना, कर्षण गति में उतार-चढ़ाव, आकार देने वाली प्रणाली का अनुचित संरचनात्मक डिजाइन और मैनुअल या मैकेनिकल कटिंग में त्रुटियां शामिल हैं। अत्यधिक आयामी त्रुटियों के कारण डोर फ्रेम असेंबली के दौरान खराब मिलान होगा, जिसके परिणामस्वरूप अंतराल, दरवाजा जाम होना और बिक्री के बाद अन्य समस्याएं होंगी।
2.1.2 व्यावसायिक सुधार उपाय
योंगटे की तकनीकी टीम के अनुसार, डब्ल्यूपीसी दरवाजों की आयामी सटीकता को नियंत्रित करने के लिए वैक्यूम शेपिंग, वॉटर कूलिंग सर्कुलेशन और स्थिर कर्षण नियंत्रण की एक संयुक्त प्रक्रिया मुख्य है। सबसे पहले, वास्तविक समय में एक्सट्रूडेड डब्ल्यूपीसी प्रोफाइल के बाहरी समोच्च को बाधित करने के लिए वैक्यूम शेपिंग सिस्टम को अपनाया जाता है, ताकि थर्मल विस्तार और ठंड संकुचन के कारण प्रोफ़ाइल विस्तार या संकोचन से बचा जा सके। दूसरा, परिसंचारी जल शीतलन उपकरण को दरवाजे के पैनल की आंतरिक और बाहरी परतों की एक समान और क्रमिक शीतलन का एहसास करने, स्थानीय संकोचन अंतर को खत्म करने और मोल्डिंग के बाद प्रोफ़ाइल के मूल आकार को स्थिर करने के लिए कॉन्फ़िगर किया गया है।
इसके अलावा, तेज और धीमी गति से कर्षण के कारण आकार में होने वाली घबराहट से बचने के लिए उच्च परिशुद्धता स्थिर गति कर्षण उपकरण का मिलान करना आवश्यक है। अनुकूलित निश्चित-लंबाई काटने वाले उपकरण के साथ सहयोग से, पूरी उत्पादन लाइन भीतर नियंत्रित काटने की सटीकता का एहसास कर सकती है±1 मिमी, जो तैयार डब्ल्यूपीसी दरवाजों की उच्च-मानक असेंबली आवश्यकताओं को पूरी तरह से पूरा करता है।

2.2 पैनल वॉरपेज
2.2.1 दोष के कारण
वारपेज डब्ल्यूपीसी दरवाजे के सबसे लगातार दोषों में से एक है, जो मुख्य रूप से क्षैतिज या ऊर्ध्वाधर दिशा में दरवाजे के पैनल के चाप झुकने के रूप में प्रकट होता है। मुख्य मूल कारणों में प्रोफ़ाइल के दोनों किनारों पर असममित शीतलन गति, एक्सट्रूज़न मोल्ड के डाई लिप का असंगत अंतर और अस्थिर कर्षण तनाव शामिल हैं। असममित शीतलन से दरवाजे के पैनल की ऊपरी और निचली सतहों पर असंगत संकोचन तनाव पैदा होगा; अनुचित डाई लिप गैप मिश्रित सामग्री के असमान निर्वहन का कारण बनेगा; और कर्षण गति में बार-बार उतार-चढ़ाव अर्ध-तैयार उत्पादों के असंतुलित तनाव वितरण को बढ़ा देगा।
2.2.2 व्यावसायिक सुधार उपाय
वॉरपेज समस्या को मौलिक रूप से हल करने के लिए, निर्माताओं को शीतलन प्रणाली, मोल्ड संरचना और कर्षण मापदंडों से तुल्यकालिक अनुकूलन करने की आवश्यकता है। सबसे पहले, संतुलित शीतलन प्रबंधन लागू करें, आकार देने वाले मोल्ड के दोनों किनारों पर शीतलन जल चैनल के जल प्रवाह और तापमान को समायोजित करें, डब्ल्यूपीसी दरवाजा पैनल के ऊपरी और निचले हिस्सों की तुल्यकालिक शीतलन गति सुनिश्चित करें, और शीतलन चरण में उत्पन्न तनाव अंतर को कम करें।
दूसरे, बाएं और दाएं के साथ-साथ ऊपरी और निचले किनारों पर गैप समरूपता सुनिश्चित करने के लिए एक्सट्रूज़न मोल्ड के डाई लिप गैप का नियमित रूप से पता लगाएं और कैलिब्रेट करें, ताकि पिघली हुई डब्ल्यूपीसी सामग्री को समान रूप से डिस्चार्ज किया जा सके, और दरवाजे के पैनल के सभी हिस्सों का घनत्व सुसंगत बना रहे। अंत में, कर्षण इकाई की निरंतर संचालन गति को बनाए रखें, एक उचित तनाव सीमा निर्धारित करें, अचानक त्वरण और मंदी से बचें, और बाहरी कर्षण बल को बिना कूल्ड ठीक किए गए दरवाजे पैनल के अपरिवर्तनीय झुकने वाले वारपेज का कारण बनने से रोकें।

2.3 संरचनात्मक विकृति
2.3.1 दोष के कारण
सतही वारपेज से भिन्न, संरचनात्मक विरूपण डब्ल्यूपीसी दरवाजा प्रोफाइल की आंतरिक स्थायी क्षति से संबंधित है, जिसमें इंडेंटेशन, मरोड़ और समग्र पतन शामिल है। यह दोष मुख्य रूप से अनुचित शीतलन पथ डिजाइन, सामग्री के अंदर अवशिष्ट आंतरिक तनाव और असंतुलित कच्चे माल सूत्र के कारण होता है। अनुचित शीतलन पथ प्रोफ़ाइल के अंदर अत्यधिक अवशिष्ट तनाव को जन्म देगा; प्लांट फाइबर, प्लास्टिक मैट्रिक्स और एडिटिव्स का बेमेल अनुपात डब्ल्यूपीसी सामग्रियों की कठोरता और संरचनात्मक स्थिरता को कम कर देगा, जिससे तैयार उत्पादों को बाहरी तापमान परिवर्तन और बाहरी बल बाहर निकालना के तहत विरूपण का खतरा होगा।
2.3.2 व्यावसायिक सुधार उपाय
योंगटे इंजीनियरों ने संरचनात्मक विरूपण को हल करने के लिए तीन मुख्य अनुकूलन दिशाओं का प्रस्ताव दिया है: शीतलन पथों का अनुकूलन, अवशिष्ट आंतरिक तनाव जारी करना, और कच्चे माल के फार्मूले को समायोजित करना। शीतलन पथों के संदर्भ में, आकार देने वाले उपकरणों के आंतरिक और बाहरी शीतलन जल चैनलों के लेआउट को फिर से डिज़ाइन करें, पूर्व-शीतलन, स्थिर-तापमान आकार देने और अंतिम शीतलन के श्रेणीबद्ध शीतलन मोड को अपनाएं, शीतलन मोल्डिंग के दौरान धीमी गति से तनाव मुक्ति का एहसास करें, और अत्यधिक आंतरिक तनाव संचय से बचें।
आंतरिक तनाव विनियमन के लिए, कर्षण प्रक्रिया के बाद एक तनाव राहत उम्र बढ़ने वाला अनुभाग जोड़ें, अवशिष्ट तनाव को खत्म करने के लिए प्रारंभिक रूप से ढाले गए दरवाजे के पैनल को एक निश्चित अवधि के लिए स्थिर तापमान और निरंतर आर्द्रता वाले वातावरण में रखें। सूत्र अनुकूलन के संदर्भ में, लकड़ी के पाउडर, प्लास्टिक कणों, युग्मन एजेंट और स्टेबलाइजर के मिश्रण अनुपात को समायोजित करें, प्लांट फाइबर और थर्मोप्लास्टिक राल के बीच इंटरफेशियल बॉन्डिंग बल में सुधार करें, समग्र सामग्री की समग्र कठोरता और विरूपण-विरोधी क्षमता को बढ़ाएं, और संरचनात्मक विरूपण की संभावना को मौलिक रूप से कम करें।
3. निष्कर्ष
आयामी विचलन, वारपेज और विरूपण डब्ल्यूपीसी दरवाजा उत्पादों की गुणवत्ता उन्नयन को प्रतिबंधित करने वाली प्रमुख बाधाएं हैं, और विभिन्न दोषों की घटना परस्पर संबंधित है और कई उत्पादन लिंक से प्रभावित होती है। वास्तविक उत्पादन में, निर्माताओं को न केवल एकल पैरामीटर डिबगिंग पर भरोसा करना चाहिए, बल्कि कच्चे माल के फार्मूले, एक्सट्रूज़न मोल्डिंग, वैक्यूम शेपिंग, वॉटर कूलिंग कूलिंग और निरंतर गति कर्षण को कवर करने वाली एक पूर्ण-प्रक्रिया गुणवत्ता नियंत्रण प्रणाली भी बनानी चाहिए।
आयामी त्रुटियों को नियंत्रित करने के लिए वैक्यूम शेपिंग + वॉटर कूलिंग + स्थिर कर्षण की उच्च परिशुद्धता उत्पादन प्रक्रिया को अपनाना, वारपेज को नियंत्रित करने के लिए संतुलित शीतलन और सममित डाई संरचना का मिलान करना, और संरचनात्मक विरूपण को खत्म करने के लिए शीतलन पथ और सामग्री सूत्रों को अनुकूलित करना उपरोक्त सामान्य गुणवत्ता समस्याओं को प्रभावी ढंग से हल कर सकता है। डब्ल्यूपीसी दरवाजा उद्यमों के लिए, दीर्घकालिक स्थिर उत्पाद गुणवत्ता बनाए रखने के लिए मानकीकृत प्रक्रिया पैरामीटर सेटिंग और दैनिक उपकरण रखरखाव भी महत्वपूर्ण शर्तें हैं।