

WPC अलंकार ऑनलाइन एम्बॉसिंग समस्याओं के लिए समाधान
WPC अलंकार ऑनलाइन एम्बॉसिंग समस्याओं के लिए समाधान
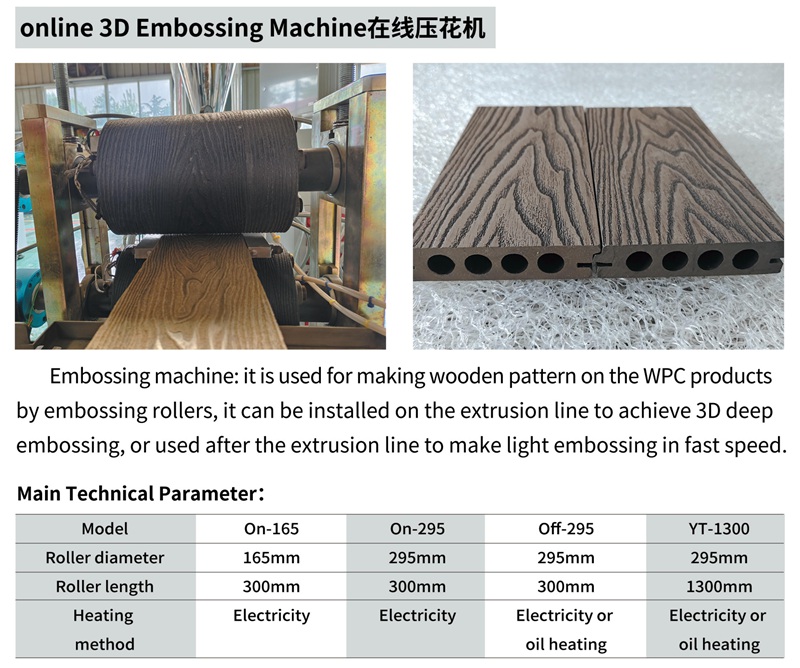
WPC अलंकार का उत्पादन करते समय, उत्पाद की गुणवत्ता के लिए ऑनलाइन एम्बॉसिंग बहुत महत्वपूर्ण है, लेकिन कई ऑपरेटर उत्पादन के दौरान समस्याओं का सामना करते हैं, जिसके परिणामस्वरूप या तो धुंधले पैटर्न या असमान गहराई तक गहराई होती है।
घबड़ाएं नहीं! आज, योंगते हमारे पेशेवर एम्बॉसिंग "प्राथमिक चिकित्सा किट" को आपके साथ साझा करेंगे। इसे पढ़ने के बाद, आप सीधे उच्च गुणवत्ता वाले WPC अलंकार को समझ सकते हैं! वास्तव में, जब तक आप प्रमुख बिंदुओं में महारत हासिल करते हैं, तब तक रोलओवर दृश्य भी भव्य रूप से बदल सकता है! इसके बाद, योंगटे इंजीनियर आपको "रोलओवर दृश्य" को "छत की उपस्थिति" में बदलने के लिए कदम से कदम सिखाएंगे!

लकड़ी-प्लास्टिक फर्श की सतह पर अस्पष्ट पैटर्न कई कारकों जैसे कि कच्चे माल, उत्पादन प्रक्रिया, उपकरण मोल्ड, आदि के कारण हो सकता है। निम्नलिखित विशिष्ट कारण और समाधान हैं:
I. कच्चे माल की समस्याएं
1। अनुचित कच्चा माल अनुपात
कारण:
वुड पाउडर/बांस पाउडर जैसे प्लांट फाइबर की सामग्री बहुत अधिक है, या प्लास्टिक सब्सट्रेट (जैसे कि पीई, पीवीसी) का अनुपात बहुत कम है, जिसके परिणामस्वरूप मिश्रण की खराब तरलता और मोल्ड पैटर्न विवरण को भरने में कठिनाई होती है।
बहुत अधिक भराव (जैसे कैल्शियम कार्बोनेट) पिघल की प्लास्टिसिटी को कम कर सकता है और अस्पष्ट पैटर्न को दबाने का कारण बन सकता है।
समाधान सुझाव:
सूत्र अनुपात का अनुकूलन करें और प्लास्टिक सब्सट्रेट की सामग्री को उचित रूप से बढ़ाएं (जैसे कि पीई/पीवीसी अनुपात 40%~ 60%तक बढ़ गया) यह सुनिश्चित करने के लिए कि पिघल उच्च तापमान पर अच्छी तरलता है।
भराव की मात्रा को नियंत्रित करें, या मिश्रण की एकरूपता में सुधार करने के लिए महीन कण आकार (जैसे नैनो कैल्शियम कार्बोनेट) के साथ भराव सामग्री का उपयोग करें।
2। खराब कच्चा माल पिघलने का प्रभाव
कारण:
प्रसंस्करण तापमान अपर्याप्त है, प्लास्टिक पूरी तरह से पिघल नहीं है, और फाइबर के साथ संयोजन तंग नहीं है, और प्रेसिंग के दौरान मोल्ड बनावट को पूरी तरह से प्रेषित नहीं किया जा सकता है।
कच्चे माल की नमी बहुत अधिक है (विशेष रूप से लकड़ी का पाउडर), और पानी का वाष्प उच्च तापमान पर उत्पन्न होता है, जिसके परिणामस्वरूप सतह के बुलबुले या धुंधले पैटर्न होते हैं।
समाधान सुझाव:
एक्सट्रूडर का तापमान बढ़ाएं (जैसे कि पिघलने वाले खंड के तापमान को 5 ~ 10 ℃ से बढ़ाना) यह सुनिश्चित करने के लिए कि प्लास्टिक पूरी तरह से प्लास्टिक की गई है, और साथ ही साथ अत्यधिक तापमान के कारण होने वाली सामग्री में गिरावट से बचें।
फाइबर कच्चे माल जैसे लकड़ी के पाउडर (नमी की सामग्री को 3%से नीचे नियंत्रित किया जाता है) को सूखा दें, जिसे सूखने वाले उपकरणों द्वारा पूर्व-उपचार किया जा सकता है।

Ii। उत्पादन प्रक्रिया की समस्याएं
1। अपर्याप्त एक्सट्रूज़न दबाव
कारण:
एक्सट्रूडर स्क्रू की गति बहुत कम होती है या स्क्रू पहना जाता है, जिसके परिणामस्वरूप अपर्याप्त पिघला हुआ दबाव होता है और मोल्ड पैटर्न के खांचे को प्रभावी ढंग से भरने में असमर्थ होता है।
मोल्ड फ्लो चैनल डिज़ाइन अनुचित है (जैसे कि इनलेट सेक्शन बहुत चौड़ा है, संपीड़न अनुपात अपर्याप्त है), जिसके परिणामस्वरूप अत्यधिक दबाव हानि होती है।
समाधान सुझाव:
उचित रूप से स्क्रू की गति बढ़ाएं (जैसे कि 10 ~ 20R/मिनट बढ़ाना), या पिघल डिलीवरी दबाव को बढ़ाने के लिए पहने हुए पेंच/बैरल को बदलें।
मोल्ड संरचना का अनुकूलन करें, संपीड़न अनुभाग की लंबाई बढ़ाएं या पैटर्न पर पर्याप्त दबाव सुनिश्चित करने के लिए प्रवाह चैनल संपीड़न अनुपात (जैसे 2: 1 से 3: 1) को समायोजित करें।
2। अनुचित समय और शीतलन नियंत्रण
कारण:
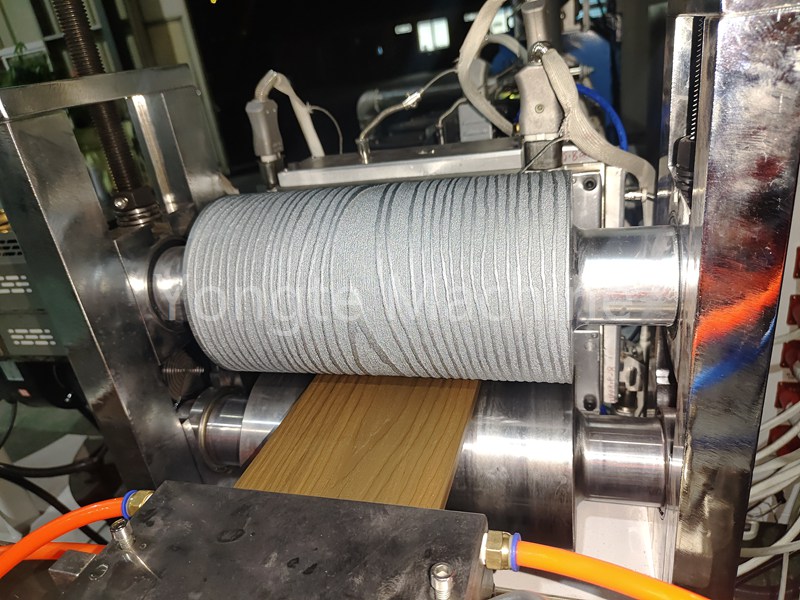
एम्बॉसिंग रोलर और एक्सट्रूडर आउटलेट के बीच की दूरी बहुत दूर है, पिघल बहुत जल्दी ठंडा हो जाता है, और सतह के कठोर होने के बाद एक स्पष्ट पैटर्न को बाहर करना मुश्किल है।
एम्बॉसिंग रोलर का तापमान बहुत अधिक या बहुत कम है: बहुत अधिक तापमान आसानी से पैटर्न विरूपण का कारण बन सकता है; बहुत कम तापमान पिघल को जल्दी से ठंडा कर देगा और पैटर्न अधूरा है।
शीतलन की गति असमान है, और तेजी से सिकुड़न के कारण स्थानीय पैटर्न धुंधला हो जाता है।
समाधान सुझाव:
एम्बॉसिंग स्टेशन और एक्सट्रूडर के बीच की दूरी को छोटा करें (इसे 50 ~ 100 सेमी के भीतर नियंत्रित करने की सिफारिश की जाती है) यह सुनिश्चित करने के लिए कि पिघल सबसे अच्छा प्लास्टिक स्थिति में है।
सटीक रूप से एम्बॉसिंग रोलर के तापमान को नियंत्रित करें (आमतौर पर पिघलने वाले तापमान की तुलना में 20 ~ 30 ℃ कम), जिसे तापमान नियंत्रण प्रणाली के माध्यम से वास्तविक समय में समायोजित किया जा सकता है।
कूलिंग सिस्टम का अनुकूलन करें और एक समान सतह को ठंडा करने और तेजी से शीतलन विरूपण से बचने के लिए सेगमेंटेड कूलिंग (जैसे एयर कूलिंग पहले और फिर पानी कूलिंग) का उपयोग करें।
Iii। उपकरण और रोलर समस्याओं को उभारना
1। रोलर पहनने या डिजाइन दोषों को उभारना
कारण:
लंबे समय तक उपयोग के बाद, एम्बॉसिंग रोलर के किनारे को पहना जाता है और विस्फोट किया जाता है, जिसके परिणामस्वरूप उभरा हुआ पैटर्न का अपर्याप्त त्रि-आयामी अर्थ होता है।
पैटर्न की गहराई बहुत उथली है (जैसे <0.3 मिमी) या कोण बहुत बड़ा है (जैसे कि बेवल कोण> 60 °), और टिप विवरण को भरने के लिए पिघल के लिए यह मुश्किल है।
समाधान सुझाव:
नियमित रूप से एम्बॉसिंग रोलर के पहनने की जांच करें, पैटर्न के तेज किनारे को सुनिश्चित करने के लिए इसे समय पर बनाए रखें या प्रतिस्थापित करें।
एम्बॉसिंग रोलर पैटर्न के डिजाइन को अनुकूलित करें: गहराई को 0.5 ~ 1.0 मिमी होने की सिफारिश की जाती है, और बेवल कोण को पिघलने और डिमोलिंग की सुविधा के लिए 45 ° ~ 55 ° पर नियंत्रित किया जाता है।
2। अपर्याप्त एम्बॉसिंग रोलर परिशुद्धता
कारण:
एम्बॉसिंग रोलर की सतह खुरदरापन पर्याप्त नहीं है (जैसे कि आरए मूल्य> 1.6μm), या पैटर्न उत्कीर्णन सटीकता कम है (जैसे कि अपर्याप्त लेजर उत्कीर्णन रिज़ॉल्यूशन), जिसके परिणामस्वरूप धुंधली रेखाएं होती हैं।
एम्बॉसिंग रोलर और ट्रैक्शन रोलर के बीच का दबाव असमान है (जैसे कि बाएं और दाएं दबाव अंतर> 5%), जिसके परिणामस्वरूप आंशिक स्पष्टता और पैटर्न का आंशिक धब्बा होता है।
समाधान सुझाव:
एम्बॉसिंग रोलर (जैसे क्रोम चढ़ाना, मिरर पॉलिशिंग), खुरदरापन ra−0.8μm का नियंत्रण, और उच्च-सटीक उत्कीर्णन तकनीक (जैसे फाइबर लेजर उत्कीर्णन, रिज़ॉल्यूशन .0.02 मिमी) का उपयोग करें।
बाएं और दाएं पक्षों (त्रुटि <2%) पर समान दबाव सुनिश्चित करने के लिए एम्बॉसिंग रोलर दबाव प्रणाली को कैलिब्रेट करें, जिसे दबाव सेंसर द्वारा वास्तविक समय में निगरानी की जा सकती है।

Iv। अन्य कारक
1। बहुत तेज कर्षण गति
कारण:
कर्षण की गति एक्सट्रूज़न स्पीड (जैसे कि कर्षण गति> एक्सट्रूज़न लाइन स्पीड 15%) से मेल नहीं खाती है, जिसके परिणामस्वरूप पैटर्न विवरणों को उभारने और समतल करने के दौरान पिघलने का अत्यधिक खिंचाव होता है।
समाधान सुझाव:
कर्षण की गति को समायोजित करें ताकि कर्षण रेखा की गति एक्सट्रूज़न की गति (त्रुटि%5%) से मेल खाए, जिसे इन्वर्टर लिंकेज द्वारा नियंत्रित किया जा सकता है।
2। स्नेहक का अनुचित उपयोग
कारण:
स्नेहक के अत्यधिक जोड़ (जैसे कि 1.5%से अधिक) के कारण पिघल सतह बहुत चिकनी हो जाती है, एम्बॉसिंग के दौरान फिसलने में आसान होती है, और पैटर्न बनाने में मुश्किल होती है।
समाधान:
स्नेहक की मात्रा को कम करें (जैसे कि इसे 0.5%~ 1.0%के भीतर नियंत्रित करना), या पिघल आसंजन को प्रभावित करने से बचने के लिए बेहतर संगतता (जैसे ग्लाइसेरिल स्टीयरेट) के साथ आंतरिक स्नेहक के साथ इसे बदलें।
योग करने के लिए, ऑनलाइन एम्बॉसिंग की समस्या को हल करने के लिए कई पहलुओं की आवश्यकता होती है। मूल कारण का पता लगाएं और वास्तविक उत्पादन की स्थिति के अनुसार इसे हल करें। फिर आप उच्च गुणवत्ता वाले और सुंदर WPC अलंकार का उत्पादन कर सकते हैं। यदि आपको कोई आवश्यकता है, तो कृपया WPC अलंकार के उत्पादन में विभिन्न समस्याओं को हल करने में मदद करने के लिए योंगटे की इंजीनियर टीम से संपर्क करें।
